


Taro là gì? Cách phân loại và lựa chọn mũi taro phù hợp hiện nay
21-01-2025 1.932
Taro là một bước không thể thiếu trong quá trình gia công cơ khí chính xác, đóng vai trò quan trọng để đảm bảo sản phẩm đạt chất lượng cao.
Để vận hành hiệu quả và hoàn thành chương trình gia công đúng tiêu chuẩn, người thợ cần hiểu rõ khái niệm taro là gì, cấu tạo mũi taro ren và các loại mũi taro phổ biến hiện nay. Hãy cùng Intech Group khám phá chi tiết trong bài viết này.
Taro là gì?
Taro là phương pháp sử dụng mũi khoan chuyên dụng để tạo bước ren trong và ren ngoài trên các sản phẩm có nhu cầu vặn ốc với đường kính khác nhau. Không chỉ ứng dụng trong ngành gia công cơ khí, taro còn phổ biến trong đời sống dân dụng, được sử dụng để tạo ren hoặc sửa chữa các chi tiết, vật dụng gia đình một cách hiệu quả.

Các thông số cơ bản trong chu trình taro CNC
Hiểu rõ và nắm vững các thông số của chu trình taro CNC không chỉ giúp tối ưu hóa quá trình lập trình mà còn đảm bảo độ chính xác và hiệu quả trong gia công cơ khí. Dưới đây là các thông số quan trọng cần chú ý:
Tọa độ điểm gia công
Tọa độ đáy lỗ
Chiều sâu mỗi lát cắt
Cao độ an toàn
Thời gian dừng tại đáy lỗ
Lưu ý khi vận hành
Sau khi hoàn thành chu trình taro, người vận hành cần hủy lệnh chu trình bằng cách sử dụng câu lệnh G80 để tránh xung đột khi lập trình các bước tiếp theo.
Phân biệt Taro ren thuận và Taro ren ngược
Taro ren thuận (Ren tiêu chuẩn G84)
Taro ren thuận được sử dụng phổ biến trong gia công ren, với hướng ren theo chiều tay phải và chuyển động của trục chính quay thuận (M03). Dưới đây là chuỗi thứ tự trong chu kỳ G84:
-
Chuyển động tới tọa độ gia công: Trục dao di chuyển đến tọa độ X, Y đã được lập trình.
-
Tiến đến cao độ an toàn R: Đảm bảo vị trí bắt đầu gia công ở mức an toàn.
-
Chuyển động cắt: Trục dao khoan xuống chiều sâu Z mong muốn để tạo ren.
-
Dừng trục chính: Ngừng chuyển động quay để chuẩn bị cắt lùi.
-
Quay ngược trục chính (M04): Trục chính đảo chiều, dao cắt quay lùi để trở lại cao độ an toàn R.
-
Dừng trục chính: Hoàn tất quá trình đảo chiều.
-
Quay bình thường (M03): Trục chính trở lại trạng thái quay thuận, dao quay về tọa độ ban đầu G98 hoặc giữ mức R với G99.
![Taro ren thuận]()

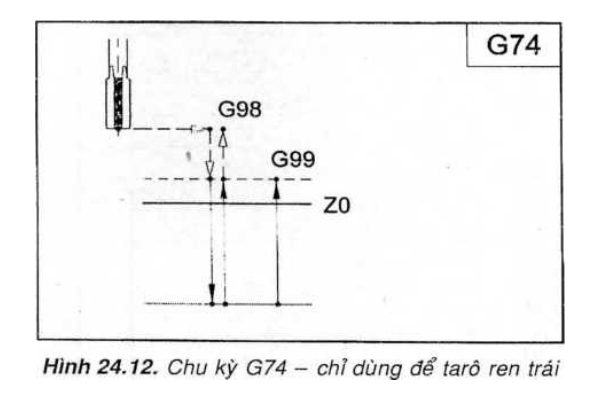
Taro ren ngược (Ren trái G74)
Taro ren ngược, ký hiệu chu kỳ G74, tạo ren theo chiều tay trái với chuyển động trục chính quay ngược (M04). Các bước thực hiện như sau:
-
Di chuyển tới tọa độ gia công: Trục dao nhanh chóng tới tọa độ X, Y được lập trình.
-
Tiến đến cao độ an toàn R: Đảm bảo vị trí bắt đầu gia công nằm ở mức an toàn.
-
Chuyển động cắt: Trục dao khoan sâu xuống lỗ theo chiều Z để tạo ren.
-
Dừng trục chính: Tạm ngừng quay trước khi đảo chiều.
-
Quay thuận trục chính (M03): Trục chính quay thuận để dao cắt lùi về cao độ an toàn R.
-
Dừng trục chính: Hoàn tất chu kỳ gia công.
![Taro ren ngược]()

Điểm khác biệt chính:
- Hướng ren: Ren thuận (G84) theo chiều tay phải; ren ngược (G74) theo chiều tay trái.
- Chuyển động trục chính: Ren thuận sử dụng M03 để quay thuận, trong khi ren ngược dùng M04 để quay ngược.
Quy trình cụ thể của mỗi loại đảm bảo tính chính xác và hiệu quả trong gia công cơ khí, phù hợp với yêu cầu kỹ thuật của từng sản phẩm.
Cấu tạo mũi taro
Mũi taro là công cụ quan trọng trong gia công ren, được thiết kế đặc biệt để đáp ứng các yêu cầu cắt gọt ren chính xác và hiệu quả. Cấu tạo của mũi taro bao gồm 3 phần chính:
Phần đầu mũi taro
Phần đầu là bộ phận thực hiện chức năng cắt gọt ren. Đặc điểm nổi bật:
-
Ren cắt: Được thiết kế dọc phần đầu để thực hiện quá trình cắt gọt và tạo ren.
-
Rãnh thoát phôi: Có từ 3 đến 4 rãnh chạy dọc đầu mũi taro, giúp tạo lưỡi cắt và đẩy phôi ra ngoài trong quá trình gia công, đảm bảo bề mặt ren không bị hư hại do phôi kẹt.
Phần cổ mũi taro
Phần cổ của mũi taro được thiết kế với tiết diện tròn, không có ren, mang lại các chức năng sau:
-
Thông tin kỹ thuật: Được khắc các trị số quan trọng như đường kính, bước ren, loại ren ốc để tránh nhầm lẫn khi sử dụng.
-
Chức năng kết nối: Đóng vai trò làm cầu nối giữa phần đầu và đuôi, đảm bảo độ chắc chắn trong quá trình gia công.
Phần đuôi mũi taro
Phần đuôi là nơi tiếp xúc với dụng cụ cầm tay hoặc máy taro, được thiết kế với các đặc điểm sau:
-
Tiết diện vuông: Đảm bảo khả năng cắm chắc chắn vào tay quay taro hoặc các đầu kẹp máy taro.
-
Dễ thao tác: Thiết kế phù hợp để tháo lắp nhanh chóng và sử dụng thuận tiện.
Cấu tạo mũi taro với ba phần chính – đầu, cổ, và đuôi – không chỉ tối ưu hóa quá trình cắt gọt mà còn đảm bảo sự chính xác và tiện lợi trong gia công ren. Sự phối hợp đồng bộ giữa các phần giúp công cụ này trở thành lựa chọn hàng đầu trong gia công cơ khí.
Phân loại mũi taro
Mũi taro là dụng cụ cơ khí quan trọng, được phân loại theo nhiều tiêu chí nhằm đáp ứng các nhu cầu gia công khác nhau. Dưới đây là các cách phân loại mũi taro phổ biến:
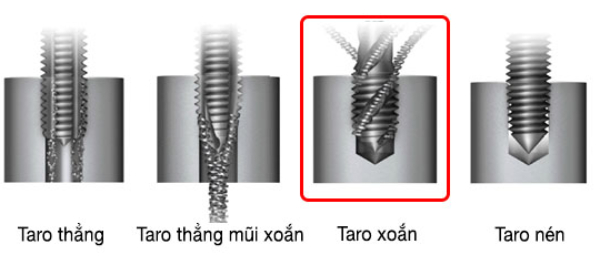
1. Phân loại theo thiết kế rãnh thoát phoi
Mũi taro thẳng
- Đặc điểm: Rãnh thoát phoi chạy thẳng từ đầu đến đuôi, giúp phoi thoát ra khỏi đáy lỗ dễ dàng.
- Ứng dụng: Phù hợp cho các lỗ thông suốt trong vật liệu như thép mềm, nhôm, đồng...
- Ưu điểm:
-
Thiết kế đơn giản, dễ sử dụng.
-
Giá thành phải chăng, phù hợp với các công việc gia công cơ bản.
-
Vật liệu: Thường làm từ thép gió (HSS) hoặc hợp kim cứng.
Mũi taro xoắn
- Đặc điểm: Có rãnh thoát phoi dạng xoắn, giúp đẩy phoi ra khỏi lỗ một cách hiệu quả.
- Ứng dụng: Thích hợp cho gia công các lỗ mù hoặc lỗ sâu, đặc biệt trong các vật liệu khó thoát phoi.
- Ưu điểm:
-
Giảm nguy cơ gãy mũi do phoi kẹt.
-
Độ bền cao, hiệu suất tốt.
- Nhược điểm: Giá thành cao hơn so với mũi taro thẳng.
2. Phân loại theo cách thức gia công
Mũi taro máy
- Đặc điểm:
-
Thiết kế dành riêng cho máy CNC hoặc máy taro tự động.
-
Có thể có rãnh thoát phoi dạng thẳng hoặc xoắn.
- Ưu điểm:
-
Đáp ứng độ chính xác cao trong gia công hàng loạt.
-
Gia công nhanh chóng, hiệu suất cao.
- Nhược điểm: Yêu cầu đầu tư máy móc và kỹ thuật vận hành với chi phí ban đầu cao.
Mũi taro tay
- Đặc điểm:
-
Sử dụng bằng tay, thường đi kèm với tay quay taro.
-
Thích hợp cho các công việc gia công thủ công hoặc quy mô nhỏ.
- Ưu điểm:
-
Dễ sử dụng, không cần máy móc phức tạp.
-
Phù hợp với vật liệu mềm như nhôm, đồng, thép không quá cứng.
- Nhược điểm:
-
Tốc độ gia công chậm.
-
Dễ xảy ra sai sót nếu không có kỹ thuật tốt, khó gia công lỗ sâu hoặc vật liệu cứng.
3. Các cách phân loại khác
Theo bước ren:
- Mũi taro bước chuẩn.
- Mũi taro bước nhuyễn.
Theo hướng ren:
- Mũi taro ren trái.
Theo vật liệu làm mũi taro:
- Mũi taro thép gió (HSS).
- Mũi taro thép cacbon, thép hợp kim.
Theo vật liệu gia công:
- Mũi taro cho thép thường, thép đã tôi.
- Mũi taro cho inox, nhôm, đồng, gang.
Theo phương pháp gia công phoi:
- Mũi taro cắt.
- Mũi taro nén.
Việc phân loại mũi taro dựa trên thiết kế, cách thức gia công và vật liệu giúp người dùng dễ dàng lựa chọn loại phù hợp nhất cho từng ứng dụng cụ thể, đảm bảo hiệu suất và chất lượng gia công tối ưu.
Cách chọn mũi taro phù hợp
Việc chọn đúng mũi taro không chỉ đảm bảo độ chính xác mà còn giúp tối ưu hiệu quả gia công và đảm bảo tính an toàn trong quá trình tạo ren. Dưới đây là hướng dẫn chi tiết để chọn mũi taro phù hợp cho từng nhu cầu gia công.
1. Xác định loại ren cần gia công
Ren ngoài (male thread) hoặc ren trong (female thread): Đây là bước đầu tiên để lựa chọn mũi taro phù hợp.
Kích thước ren:
- Đường kính ren (major diameter).
- Bước ren (pitch) – xác định độ mịn hay thô của ren.
2. Xác định vật liệu cần gia công
Vật liệu gia công ảnh hưởng trực tiếp đến độ bền và khả năng cắt của mũi taro. Dưới đây là một số gợi ý:
- Nhôm, thép thông thường: Sử dụng mũi taro HSS (thép gió) để đảm bảo hiệu suất và tiết kiệm chi phí.
- Thép cứng, inox: Chọn mũi taro phủ TiN hoặc TiAlN vì chúng có độ cứng và khả năng chịu mài mòn cao.
- Vật liệu siêu cứng: Sử dụng mũi taro PCD (Polycrystalline Diamond) để đảm bảo độ bền tối đa trong gia công.
3. Xác định phương pháp taro
-
Taro bằng máy:
Sử dụng mũi taro máy để đảm bảo độ chính xác cao và tốc độ gia công nhanh.
Phù hợp với sản xuất hàng loạt và gia công CNC.
-
Taro bằng tay:
Chọn mũi taro tay để dễ dàng thao tác và kiểm soát quá trình gia công.
Phù hợp với các xưởng cơ khí nhỏ hoặc công việc thủ công.
4. Chọn theo yêu cầu về độ chính xác và bề mặt lỗ ren
Yêu cầu độ chính xác cao, bề mặt lỗ ren mịn: Sử dụng mũi taro có bước ren mịn, đảm bảo chất lượng gia công và thẩm mỹ.
Yêu cầu thông thường: Dùng mũi taro với bước ren thô, phù hợp cho các công việc không đòi hỏi độ chính xác quá cao.
Kết luận
Lựa chọn mũi taro phù hợp phụ thuộc vào nhiều yếu tố như loại ren, vật liệu gia công, phương pháp taro và yêu cầu kỹ thuật. Bằng cách xác định rõ các yếu tố trên, doanh nghiệp có thể tối ưu hiệu quả gia công, nâng cao năng suất và tiết kiệm chi phí. Trên đây là tổng quan những thông tin xoay quanh các thông tin cơ bản về taro do các chuyên gia Intech Group tổng hợp được. Mọi thông tin chi tiết, vui lòng liên hệ hotline: 0983 113 387 - 0966 966 032 để được tư vấn và hỗ trợ 24/7.
Tham khảo: